0€
Оформить заказТрубогибы
Чем отличаются дорновые и бездорновые трубогибочные станки?
Что такое трубогибочные станки
Эти станки являются универсальным оборудованием для гибки труб. Трубогиб работает с такими профилями, как круглая и профильная труба, полоса, квадрат и кругляк. Сгибание производится на строго заданный угол по определенному радиусу. Методы по которым происходит этот процесс бывают двух типов:
а) Прокатывание, такой способ еще называют намоткой трубы. Гибка происходит за счет электродвигателя.

б) Заготовка зажимается гидравликой с помощью зажимов на гибочной голове станка. Дорн (он же внутренний стабилизатор) перемещается с натяжением через отверстие в самой трубе. Высокая точность гибки достигается за счет чувствительной и выверенной работы двигателя и гидравлики.
Бездорновый (Прокат)
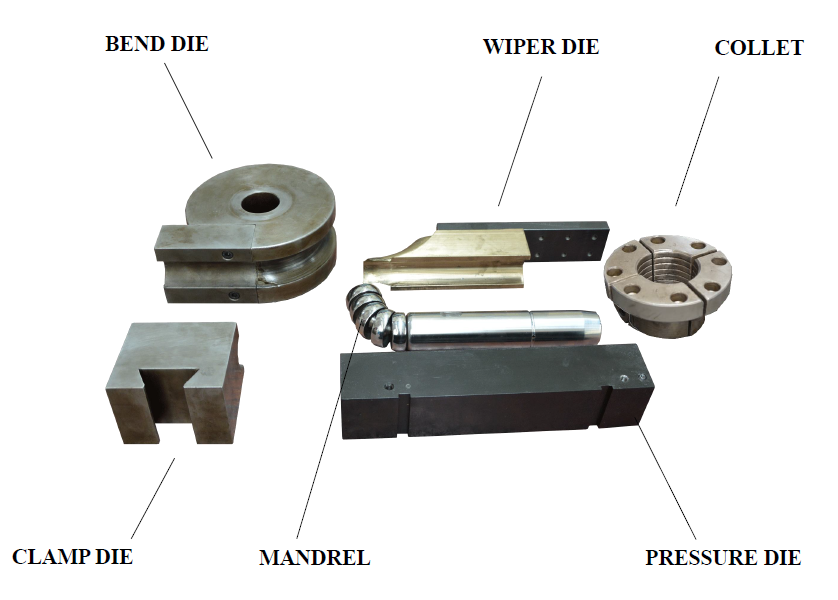
Для гибки каждого вида профиля, применяется свой, индивидуальный инструмент, он же – штамп или оправа. Точнее сказать, и вращающаяся вокруг своей оси оправа, и неподвижные ролики, фиксирующие трубу, блок-основа которых может передвигаться вдоль стола для прижима заготовки – обе эти составляющие должны иметь свою проточку под каждый размер трубы или профиля.
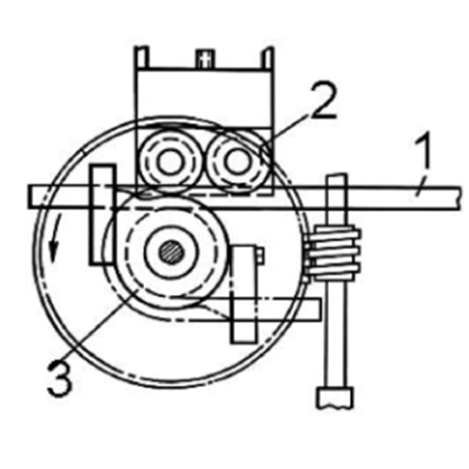
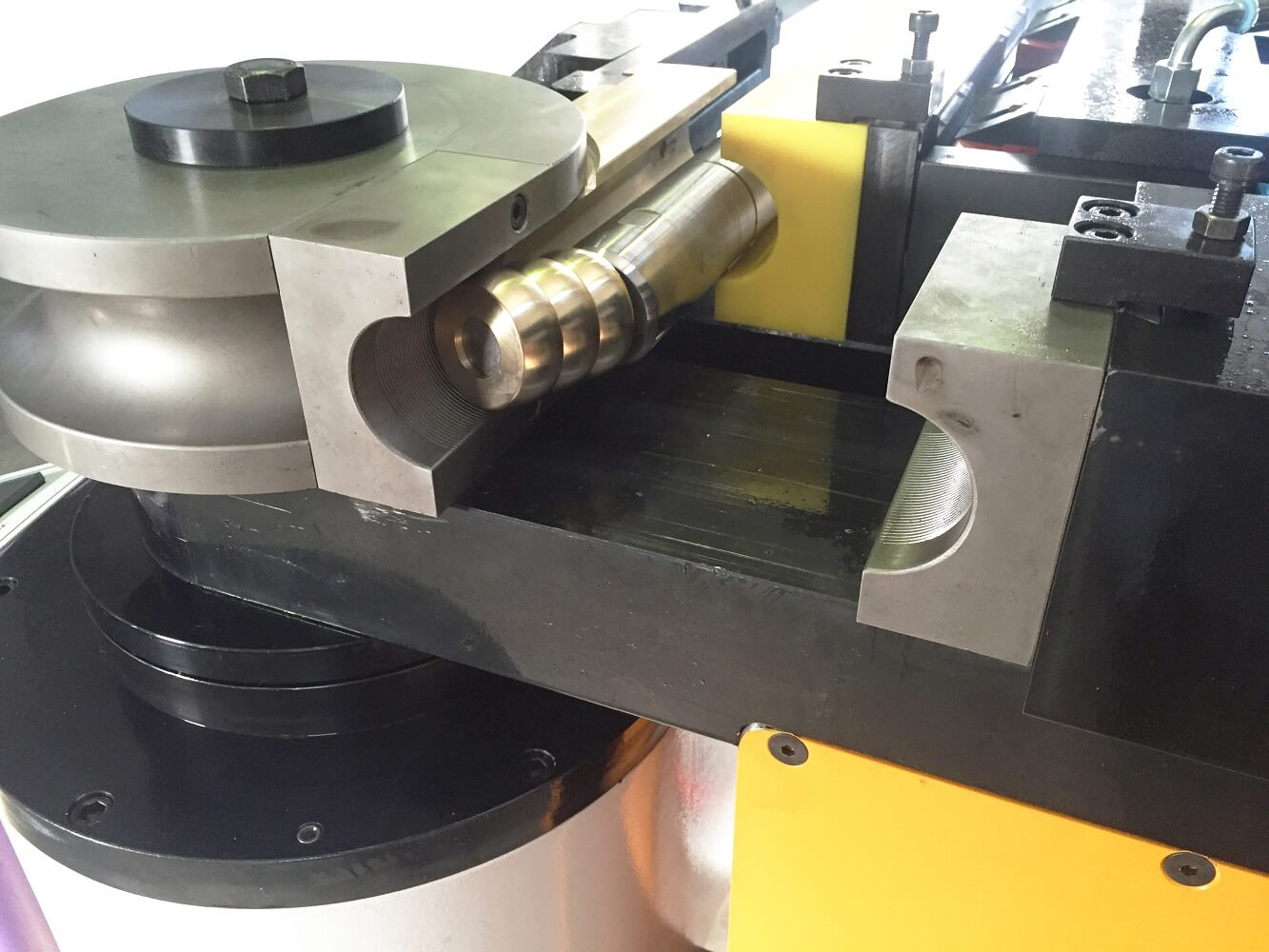
Схема гибки.
Труба фиксируется в оправе и зажимается неподвижными роликами. Далее оправа, в которой уже загружена и зажата деталь, начинает вращаться вокруг своей оси, приводимой в движение электромотором, а ролики (соответствующая часть) зафиксированы на месте, таким образом, обеспечивают гибку.
Угол гибки задается с помощью установки на определенное значение (положение) конечного или непосредственно в самом интерфейсе панели управления, в зависимости от модели бездорнового трубогиба.
Особенности
При работе на бездорновых трубогибах существует 2 основных правила, которые необходимо учитывать, проектируя гибку любого изделия, а именно:
1.Толщина стенки трубы (профиля) должна быть больше ее диаметра минимум на 10%
2.Радиус гиба не может быть меньше трех, а желательно четырех значений от диаметра самой трубы
Соблюдая оба правила при работе, Вы будете получать правильную, качественную поверхность и, самое главное, форму детали после процесса гибки. Если пренебрегать этими правилами, то очень велик риск получить совершенно не качественные детали, потому что могут (и будут) образовываться так называемые складки на внутренней поверхности трубы в месте изгиба. А также изломы, застревания или разрывы стенки на внешней стороне. Это характерно для труб и профиля с тонкой стенкой или из более пластичного металла.
Если существует необходимость в гибке деталей, частично или полностью не соответствующих этим условиям, лучше выбрать вариант дорнового трубогиба.
Области применения бездорновых трубогибов